|
|
试验证明X50 烘烤排气台的抽真空性能明显优于X35 烘烤排气台的抽真空性能。在装载集热管加热烘烤结束时,X35 排气台和X50 排气台的高阀处的真空度接近相等,为2×10-3 Pa;在真空管道端部处的真空度,X50 排气台的真空度为5×10-3 Pa,X35 排气台的真空度为1.7×10-2 Pa,明显差于高阀处。根据流导计算和试验结果分析,设计的真空太阳能集热管烘烤排气台的高真空系统,提高了装集热管真空管道边缘处的真空度,缩短了装集热管真空管道边缘处的空恢时间,提高了装集热管真空管道边缘处的极限真空度,并能应急处理抽气时集热管炸裂的情况,最终提高真空太阳能集热管的使用寿命。 % e8 v0 S. [$ H* m
! \; s6 @9 g" E( b9 c 全玻璃真空太阳集热管与传统的杜瓦瓶类似,由两根同心内、外圆柱玻璃管组成。内管的外表面上溅射有太阳能选择性吸收涂层,吸收透过玻璃外管的太阳光辐射并转化成热能,同时降低了辐射热损。内管的一头为密闭的半球形,密闭端用片状弹簧固定在外管内,内管和外管的开口端熔封。外管与内管之间抽成真空,以减少气体对流和传导热损。20 世纪80 年代,我国北京电子管厂和沈阳玻璃仪器厂试制全玻璃真空太阳集热管与集热器。目前,中国大量生产采用全玻璃真空集热管作为集热元件的太阳能热水器。真空集热管太阳能热水器已经成为家庭生活必需家电之一。
5 h. C' d2 h# B9 U6 D0 e" S6 A& }& ~' l3 ?! Z: G7 Q# z
在真空管太阳热水器空晒(水箱和集热管内均未装水)一定时间后,发现同一台热水器上部分集热管消气剂镜面明显消退,个别集热管甚至镜面消失。分析可能的其中原因之一,集热管装在烘烤排气台的不同位置上,在烘烤排气过程中排气量存在差异。目前生产上广泛使用的烘烤排气台,有两种类型,抽真空管道内径分别为Φ50 mm(命名X50 烘烤排气台)和Φ35 mm(命名X35 烘烤排气台),其余结构基本相同。试验了两种烘烤排气台在烘烤排气过程中的抽真空性能。
$ x; d: h5 ?4 {, k2 G3 R5 H$ v* j: j3 h! A
烘烤排气台高真空系统用于集热管烘烤时排气并在封离时使集热管内达到高真空。X35 烘烤排气台高真空系统,自高阀上表面引出两支平行抽真空管道,每支管道上焊有15 个垂直集热管尾管座,所有抽真空管道内径Φ35 mm。X50 烘烤排气台,自高阀上表面直接引出两支平行抽真空管道,每支管道上焊有20 个集热管尾管座,真空管道内径Φ50 mm。试验测量装集热管未烘烤工况下,两种烘烤排气台抽气过程中高阀处的真空度;装集热管未烘烤工况下,装载集热管真空管道端部处,从大气抽真空达8×10-3 Pa 的空恢时间;烘烤排气工艺结束后X50 和X35 烘烤排气台抽真空管道端部真空度与高阀处真空度差别。根据理论计算及试验结果分析,设计了用于真空太阳能集热管烘烤排气台的高真空系统,新设计高真空系统进行了抽真空试验。
6 E7 `; X4 t! D2 J9 p1、理论分析和计算模型
, k$ U9 T8 T3 F( p/ t4 j$ u7 |9 y5 f0 ~4 E& p: k: a9 X
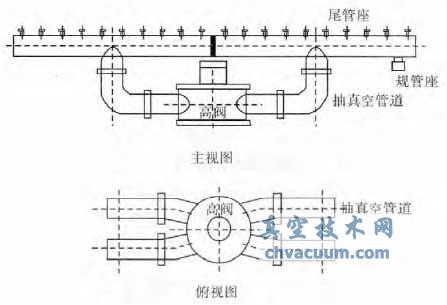
根据全玻璃真空太阳集热管的烘烤排气高真空系统排气工艺原理及设备结构,确定理论分析和计算模型如图1 所示。 6 {8 E8 K- t9 T/ `5 R! i9 I
7 C: D% D- |+ N# C2 V" ^: u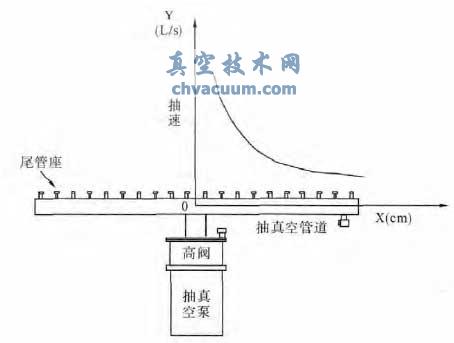 : A' _" b& I! c7 z6 N8 z : A' _" b& I! c7 z6 N8 z
) W/ U; K- Y0 E5 [图1 排气工艺理论分析和计算模型 & D2 @! W9 u9 W0 t0 ?
+ T" T2 t* v6 F9 s2 y' o% \ 图1 中,纵坐标Y 轴为烘烤排气高真空系统在抽真空管道上的抽速,横坐标为真空集热管尾管在抽真空管道上的位置,选抽真空泵高阀位置为原点0。生产时集热管尾管装在尾管座上。在真空集热管烘烤排气过程中,真空系统中的气体只有几分钟时间的粘滞性流动,而整个抽高真空及高温排气过程为分子性流动。所以,本文仅计算20 ℃时空气的流导。烘烤排气高真空系统在抽真空管道长度L>20 d(d 为管道直径)。公式(1)给出长度L>20 d 的管道,20 ℃时空气的流导 . w$ C' S' Y' r
/ T' k6 T2 L; Y1 i* C# B* u8 J( n
 6 R6 p- S- s+ ^% L8 {! S. W: w5 s 6 R6 p- S- s+ ^% L8 {! S. W: w5 s
' n" F7 b9 b, V4 a( Y 式中U-20 ℃时空气分子流时圆截面长管流导,m3/s,d- 管道直径,m,L- 管道长度,m,M- 气体摩尔质量,kg/mol,T- 气体温度,K。
9 L" j7 l+ R( e X- @6 P# i* q/ S* T5 z# N
根据图1 中的计算模型和公式(1)可以看出,抽速随着抽真空管道位置而改变,离高阀越近,抽速越大,离高阀越远,抽速越小;同时,根据公式(1) 可以看出抽速与抽真空管道的直径的立方成正比。 ! e3 O5 f7 c1 r
2、试验 $ i7 \" m- |/ E. e
1 A) ^6 N0 U" j4 h
X35 烘烤排气台真空系统示意图如图1 所示。抽真空泵采用扩散泵,上方连接高阀,与一水平抽真空管道相连,抽真空管道上焊有垂直集热管尾管座,抽真空管道端部连接有可以测量真空的真空规管。所有抽真空管道内径Φ35 mm。生产时集热管尾管装在尾管座上,集热管尾管与尾管座之间利用硅胶圈真空密封。同样,X50 烘烤排气台真空系统结构示意图如图1 所示,真空管道内径Φ50 mm。
6 }# p/ \! S: c% i1 H
3 G& B, M! m! C' ~* h6 J 本试验采用4 台烘烤排气台,两台X35 烘烤排气台和两台X50 烘烤排气台。真空测量采用复合真空计,共2 台。每台真空计上各接1 支高真空电离规管,两台真空计分别测量高阀处和装集热管真空管道端部处的真空度。电离规管型号ZJ-10B,测量范围6.5×101~2×10-4 Pa。为了获得准确的真空度数据,对两台复合真空计和电离规管进行相对校准。 1 }3 L* n2 g, r1 \: K) k
2 X5 F# C" d! Y; J1 J+ y# s 试验用装载集热管规格为Φ58×2000 mm,集热管外管外径为58 mm,壁厚为1.8 mm,内管外径为47 mm,壁厚为1.6 mm。两种烘烤排气台的烘箱壁厚70 mm,内填岩棉,外壁为1.5 mm 铝板,内置不锈钢衬板。烘箱原装有恒温控制温度传感器,位于台面上方500 mm高度处。温度传感器型号WRNP-191,测量范围0~600 ℃。 ! v" Y& y$ A1 m v
( A+ P9 ?& X" K$ o4 S5 i5 f; Q, i2 s S! b
2.1、校准复合真空计和电离规管 ( G* q: i: i% i0 R
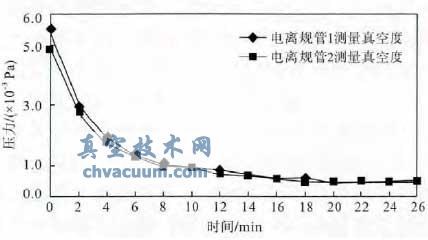
: Q4 T" g1 l: p" H6 b( ^$ g0 m: n, v4 Z 采用相对校准法,校准了复合真空计和电离规管。两台真空计同时测量烘烤排气台高阀处的真空度。试验时采用X50 烘烤排气台。试验了多支电离规管,优化后的两台真空计测量的真空度接近相等。两台真空计测量的真空度随时间的变化如图2 所示,时间0 表示校正试验测量开始。真空度在2~7×10-3 Pa 量程范围,电离规管1 测量系统比电离规管2 测量值略高10%,真空度进一步提高,偏差逐渐缩小。 ; s( `9 A, c2 W' m6 e& b, W
4 i' \( R: a4 d# R
5 D( F5 y. ^4 l5 [& h6 m1 @; h5 T! ~9 Y% U* t/ Q/ g
图2 两台真空计同时测量烘烤排气台高阀处的真空度随时间的变化
1 R: |5 ~+ }! E( I. g& k9 G/ r" S7 y5 ]
2.2、高阀处真空度
+ A, f. K# s$ p3 A _* F/ }( `/ Y8 c/ Y. ]6 ^
图3 给出了两台烘烤排气台在装集热管未烘烤工况下,抽气40 分钟过程中高阀处真空度。其中一台X50 烘烤排气台,另一台X35 烘烤排气台。从图中可以看出,抽气过程中两台烘烤排气台高阀处的真空度接近相等。另外一台X50 和另外一台X35 烘烤排气台高阀处的真空度也接近相等。从这些数据表明两种烘烤排气台,在高阀处的抽气性能接近。
: |4 }# ~& } q5 P6 W! h* [
v1 v$ D; [4 L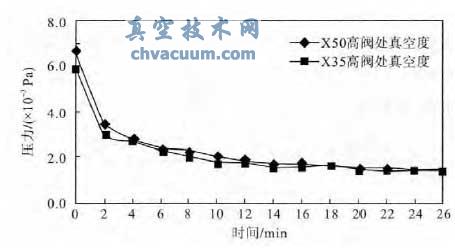
3 u" m7 b7 F% c$ m
" l, k; p! w/ s& e7 [图3 X50 烘烤排气台和X35 烘烤排气台,在装集热管未烘烤工况下高阀处真空度和时间的关系 5 w1 V! Z5 ~2 e$ [( k
: S& S5 f1 W5 H7 E8 Q C
2.3、空恢时间
$ B% p5 d7 T" p0 J% |1 T/ W
6 ^6 L" L! w7 ]& J 空恢时间定义为从大气抽真空达8×10-3 Pa的时间。表1 中给出了两种烘烤排气台各2 台在装载集热管未烘烤工况下,真空管道离高阀最远的端部处的空恢时间。4 台排气台装有相同规格集热管。每台排气台装载Φ58×2000 mm 集热管,X50 烘烤排气台装40 支,X35 烘烤排气台装30支。装集热管未烘烤工况下,X35 烘烤排气台空恢时间远远长于X50 烘烤排气台。各以空恢时间最短的烘烤排气台为例,X35 为76 min,X50 为18 min。从以上试验数据表明,真空管道内径大,真空管道端部处空恢时间短。
4 R. S& m& P. j
$ b% Q _! x# e# U& n表1 真空管道端部空恢时间
7 o5 c( ~! |2 L. k5 b, S3 \
. Y& X5 @5 q" |0 S8 e' I: @3 Z9 \: V+ B
% r7 |5 X f2 p+ X
1 `* G3 e& N2 P% d2 R 2.4、装集热管未烘烤工况下真空度
m1 U4 E% s2 d4 k# q9 X/ r" l% z3 n# D
图4 给出了装集热管未烘烤工况下,两种烘烤排气台,高阀处和真空管道端部的真空度随时间的变化。抽气40 min 时,两处真空度,X50 烘烤排气台分别为1.5×10-3 Pa 和4.1×10-3 Pa,X35 烘烤排气台,1.3×10-3 Pa 和1.4×10-2 Pa。这两种烘烤排气台高阀处的真空度接近相等。真空管道端部的真空气压,X50 烘烤排气台,比高阀处高2.8倍,X35 烘烤排气台,高10 倍。装集热管未烘烤工况下,真空管道端部的真空度,X35 烘烤排气台明显比X50 烘烤排气台差,抽气40 min 时,端部的真空度还未进入10-3 Pa。装集热管未烘烤工况下,抽气200 min,真空管道端部的极限真空度,X50 烘烤排气台为2.7×10-3 Pa,X35 烘烤排气台4.9×10-3 Pa,两者的差别较小。
3 v% n# n; h9 f! ^7 R
H R! X4 A* ?& J' Z5 }, t" q, Q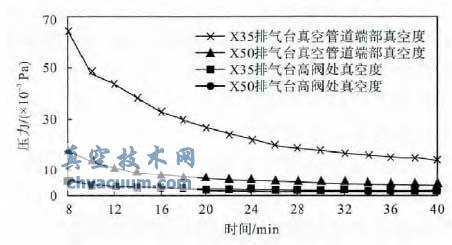 4 V- P& `0 M0 M: c 4 V- P& `0 M0 M: c
: V" k8 W7 i6 Y2 v. l9 _( G图4 X50 烘烤排气台和X35 烘烤排气台,装集热管未烘烤工况下高阀处和真空管道端部真空度和时间的关系 , f6 T8 m, P( }! a
7 z# z, o' V1 } ?
从以上数据表明,X50 烘烤排气台真空管道端部的有效抽速明显高于X35 烘烤排气台。 & U5 U9 [5 f( d7 y1 @
& |2 @1 X# U/ X% n+ G6 w; `
2.5、装集热管烘烤工况下真空度 2 Q* f% q. q& d. F( j2 O+ A
2 `3 ~; _( A+ S5 ]: Y5 |0 e3 J 图5 给出了装集热管烘烤工况下,X35 烘烤排气台高阀处和真空管道端部的真空度随时间的变化,图中还给出了装集热管未烘烤工况下真空测量数据,供对比用。时间0 为真空抽到高阀上真空管道处真空度达8×10-3 Pa,开高真空阀作为时间开始。图中还给出了烘烤温度随时间的变化,时间0 为开始加热,与上述开高阀时刻相同,95 min后加热棒停止加热,其中升温时间35 min,烘箱中部恒温430 ℃,时间60 min。
: y% m/ f1 a# a* d
, s. n: a3 x2 }" n0 K+ H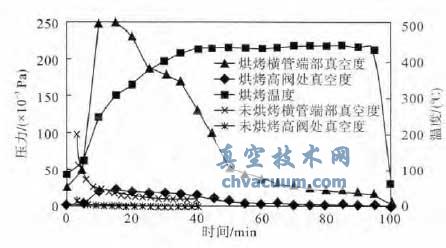
X/ c% m/ Q! T. V; O1 k- i& o" S" a* A
图5 X35 真空烘烤排气台高阀处未烘烤和烘烤两种工况下的真空度与时间的关系
5 M/ {+ Y+ z* I) \6 u1 Z# ?5 l" D7 W4 U
装集热管烘烤工况下,排气40 min 时,高阀处的真空度,比未烘烤工况差10 倍,约为1.3×10-2 Pa。真空管道端部的真空度比高阀处高10 倍,仅1.3×10-1 Pa。这表明在烘烤排气过程中集热管真空夹层两玻璃管的内表面大量放气。加热棒停止加热烘烤结束时,高阀处和真空管道端部的真空度分别为2×10-3 Pa 和1.7×10-2 Pa,相差约为10 倍。按生产工艺,加热结束,起烘箱,降温5 min时,试验测量得到烘箱温度为61 ℃,对应高阀处和真空管道端部的真空度分别为0.8×10-3 Pa 和5×10-3 Pa。在这短短5 min 时间内,真空管道端部的真空度从1.7×10-2 Pa 提高到5×10-3 Pa,认为主要由于集热管冷却,真空夹层的两玻璃管的内表面吸附夹层中的气体。
7 z& L0 Y) e y! {, `$ T1 t4 A5 v( G% f: h) {- v+ A
X50 烘烤排气台装集热管烘烤工况下,真空度随时间的变化的曲线形状与上述类似。加热棒停止加热烘烤结束时,高阀处和真空管道端部的真空度分别为2×10-3 Pa 和5×10-3 Pa,相差约为2.5 倍。与X35 烘烤排气台相比,真空管道端部的真空度要好。
9 t4 q! A/ ~# R3、高真空系统设计及测试
( k5 K- \- \$ \5 L; ?- D% g, r! s& X% Y7 r% @0 p- F
3.1、高真空系统设计 5 ^4 h4 \/ X4 t* M8 m* j g% }% ]
2 Q2 A) Q/ S& i
排气台高真空系统由真空管道、真空抽气机组、真空计组成。根据理论计算及以上试验数据表明,装集热管未烘烤工况下,两种烘烤排气台X35和X50,排气过程中高阀处的真空度接近相等,在高阀处的排气性能接近。分析表明高阀下的真空系统,包括前级机械泵、前级真空管道、扩散泵基本上可以采用原来的设计。因此,主要设计高阀及其上面的高真空管道系统。设计时,首先进行了理论分析。理论分析表明,要提高真空太阳能集热管烘烤排气工艺后的真空性能,关键是提高装载集热管尾管处的真空有效抽气速度,以及减少高真空管道系统内表面的放气量。增加真空管道的内径,可以提高装载集热管尾管处真空有效抽速。理论计算优化真空管道的内径,既提高真空有效抽速,而真空管道制造成本又增加较少。提高高真空管道系统内表面的光洁度,可明显减少高真空管道系统内表面的放气量。另外,设计了特殊的扩散泵上方连接的高真空阀,主要的技术方案结构为,高真空扩散泵上方高真空阀的圆柱侧面开四个孔,引出四支连接真空管道。每支连接真空管道与一支装集热管真空管道连接。四支装集热管真空管道两端用盲板或者盲法兰密封,组成两组平行管道。每组中两支装集热管真空管道头尾相连固定,相邻两端的间隙尽可能小。每支连接真空管道上装一只隔离阀,可以使四组装集热管真空管道相互真空隔离。具体高真空阀和高真空管道示意图如图6 所示,与传统的X35 和X50 烘烤排气台相比,具有以下结构特点:其一,待烘烤抽气的集热管装载在上部的主真空管道上,分2 排共4 组,每组10 支;其二,真空管道内径约80 mm;其三,4组管道由4 个手动高真空碟阀可实现真空隔离;其四,在泵口处及真空管道离泵口远处各装1 个电离规管座。 ! V& ?& O" o( }5 `
- n; Z: ]( B: E; I
9 M9 x& m( ~( a5 s, Y3 r7 j4 x4 y) D5 A) t( T- ?
图6 台车真空管道示意图。4 根主管道上共装载40 支集热管,分2 排共4 组,每组10 支
+ ?6 A' o2 a: d& r6 ?7 n- A1 q% ^3 M
3.2、高真空系统测试 + [0 m$ k( }! _1 J6 T
v/ o, d/ W: ?' z' }5 U R5 f
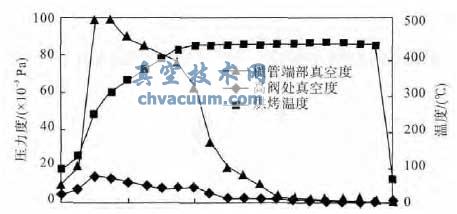
图7 给出了新设计高真空系统装集热管烘烤工况真空度与时间的关系。时间0 为真空抽到高阀上真空管道处真空度小于8×10-3 Pa,开高真空阀作为时间开始。图中还给出了烘烤温度随时间的变化,时间0 为开始加热,与上述开高时刻相同,95 min 后加热棒停止加热,其中升温时间35 min,烘箱中部恒温430 ℃,时间60 min。
& ~4 k0 g# z; G4 t' K1 r5 z; y- h$ U' y8 M2 t0 |
装集热管烘烤工况下,烘烤排气过程中集热管真空夹层两玻璃管的内表面大量放气,高阀处真空度和横管端部真空度均上升。高温烘烤初期,横管端部真空度远大于高阀处真空度,高温烘烤后期,玻璃管的内表面大部分气体已经释放出,横管端部真空度接近高阀处真空度。加热棒停止加热烘烤结束时,高阀处和真空管道端部的真空度分别为1.8×10-3 Pa 和2.0×10-3 Pa,试验表明差别小于0.4 倍,比较接近,与流导计算相符。 5 J3 Q$ z1 Y: V$ Z9 |
: W. |5 F5 K% q( R
 ! E# k% P4 I" P9 n1 x, E( a ! E# k% P4 I" P9 n1 x, E( a
8 T+ K8 y; X! A: f9 }
图7 高真空系统装集热管烘烤工况高阀处真空度与时间的关系 + w7 U( F4 ]+ y. d2 D% v% L
4 G q8 u8 I6 Z& C" l3 U& |3 G 经测试,新设计高真空系统满足全玻璃真空集热管抽真空工艺要求外,与X35 和X50 排气台抽真空系统相比还具有以下特点:首先缩短装集热管真空管道边缘处的空恢时间。室温下装载40 支Φ58×2000 mm 集热管,测量从大气抽至8.0×10-3 Pa 真空管道边缘处的空恢时间小于8 分钟;其次提高装集热管真空管道端部的极限真空度。试验表明极限真空能达到5×10-4 Pa。而原X35 和X50 烘烤排气台真空系统真空管道端部极限真空度均达不到1×10-3 Pa;第三能进行一定的应急处理抽气时集热管炸裂。每支连接真空管道上装1 只隔离阀,抽气时集热管炸裂时,可关相应隔离阀进行应急处理,其余3/4 集热管仍然可以进行正常工艺过程;第四提高太阳能集热管真空品质。烘烤抽气后的太阳能集热管,特别是装在真空管道边缘处的,真空将明显提高,从而提高太阳能集热管的真空使用寿命。 - U/ `* X; [) A) ]8 w0 x$ h
4、结论
* t) {6 |4 Q0 K: u( s6 w, F5 r, u! @
测试了X35、X50 两种烘烤排气台的烘烤抽气性能。装集热管未烘烤工况下,两种烘烤排气台抽气过程中高阀处的真空度接近相等,为1×10-3 Pa,表明两种烘烤排气台,在高阀处的抽气性能接近;装集热管未烘烤工况下,真空管道端部处空恢时间,X50 烘烤排气台为18 min,X35 烘烤排气台长达76 min,是X50 的4 倍;装集热管未烘烤工况下,真空管道端部的真空度,抽气40 分钟时,X50和X35 分别为4.1×10-3 Pa,和1.4×10-2 Pa,X35排气台真空度是X50 排气台的3 倍。抽气200 min 时的极限真空,X35 和X50 排气台分别为4.9×10-3 Pa和2.7×10-3 Pa,两者的差别较小;加热烘烤结束时高阀处和真空管道端部的真空度,X35 烘烤排气台分别为2×10-3 Pa 和1.7×10-2 Pa,相差约为10 倍;X50 烘烤排气台分别为2×10-3 Pa 和5×10-3 Pa,相差约为2.5 倍。试验测量得到X50 烘烤排气台的烘烤排气性能明显优于X35 烘烤排气台,尤其是装载集热管真空管道端部处的真空性能。 ( W. x# c6 |4 d5 {/ T* P
( O S0 q K9 b9 i9 c `
根据两种烘烤排气台试验结果和流导计算分析,设计的真空太阳能集热管烘烤排气线的高真空系统,提高装集热管真空管道边缘处的真空度,接近高真空阀处,差别小于1 倍;缩短装集热管真空管道边缘处的空恢时间达8 min;提高装集热管真空管道边缘处的极限真空度达到8×10-4 Pa;能进行抽气时集热管炸裂的应急处理;提高太阳能集热管真空品质,从而提高太阳能集热管的真空使用寿命。 |
|

 窥视卡
窥视卡 雷达卡
雷达卡 发表于 2025-7-20 10:18:39
发表于 2025-7-20 10:18:39
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 显身卡
显身卡